


tecnologia di liquefazione del gas naturale
Quando ne parlanotecnologia di liquefazione del gas naturale, immagina immediatamente complessi giganti da qualche parte su Yamal o Sakhalin. Questo, ovviamente, è l'apice del settore, ma la mia esperienza suggerisce che il lavoro più interessante e stimolante spesso risiede in progetti su scala ridotta, dove è necessario adattare soluzioni standard a condizioni specifiche, a volte piuttosto anguste. È in questa nicchia che io e i miei colleghi di Chengdu Yizhi Technology Co. (https://www.yzkjhx.ru) giriamo. L'azienda, fondata da Huaxi Technology nel 2013 con un capitale sociale di 120 milioni di yuan, si posiziona come un istituto di design, e questa è la parola chiave. Non ci limitiamo a vendere attrezzature, progettiamo soluzioni e questo è il punto.
Dalla documentazione del progetto al "campo", dove si trovano le insidie
In teoria, tutto va liscio: c'è il gas, ci sono requisiti di prestazione, si sceglie una tecnologia autorizzata - ad esempio, a cascata o utilizzando refrigeranti misti - e si va avanti. Ma nella pratica, soprattutto quando si tratta di impianti GNL modulari o di piccola scala per le esigenze locali o per il rifornimento di veicoli, inizia il divertimento. Un cliente di una regione dal clima fortemente continentale vuole che l'impianto funzioni anche a -50°C, mentre un altro vuole che si adatti a un'area grande quanto un campo di calcio e che tenga conto anche dei fattori sismici. Il catalogo standard è spesso impotente qui.
Ricordo uno dei primi progetti in cui, basandoci sull'esperienza di Chengdu Yizhi Technology Co., Ltd., abbiamo progettato un sistema di pretrattamento del gas. Sembrerebbe una routine: rimozione di acqua, idrogeno solforato, anidride carbonica. Ma la composizione delle materie prime presso il cliente ha oscillato più del previsto. Abbiamo dovuto rivedere al volo i cicli di adsorbimento e creare una riserva più ampia per la produttività dei setacci molecolari. Se lo avessero fatto rigorosamente secondo le specifiche originali, dopo sei mesi si sarebbero imbattuti in frequenti arresti per la rigenerazione. Questo è proprio il momento in cui un istituto di progettazione dovrebbe lavorare non come esecutore di disegni, ma come ingegnere analitico.
Oppure ecco un’altra sfumatura di cui raramente si parla nei libri di testo: la logistica dei refrigeranti. Per gli impianti più piccoli, soprattutto in aree remote, una fornitura costante di etano o propano per il ciclo può essere fondamentale. A volte è necessario considerare progetti ibridi o ottimizzare con maggiore attenzione gli scambiatori di calore per ridurne i consumi. Non si tratta di un'ottimizzazione globale sulla scala di Yamal LNG, ma per un cliente specifico è una questione di fattibilità dell'intero progetto.
Attrezzatura: scegliere tra "collaudata" e "ottimale"
C'è sempre un dilemma qui. Da un lato il mercato è invaso da turboespansori e scambiatori di calore collaudati di giganti come Linde o Air Products. Sono affidabili, ma il loro utilizzo in un progetto personalizzato spesso significa “legare” l’intera tecnologia alle loro dimensioni e parametri. D'altra parte ci sono produttori meno conosciuti ma flessibili, soprattutto asiatici, pronti a personalizzare il loro prodotto in base alle vostre esigenze.
Quando lavoriamo su progetti per Chengdu Yizhi Technology Co., spesso ci troviamo in equilibrio su questo limite. Ad esempio, per un progetto di produzione di gas naturale liquefatto per una stazione di rifornimento di gas, era fondamentale uno scambiatore di calore criogenico principale compatto. I dispositivi standard con piastra brasata non erano adatti in termini di resistenza idraulica per la nostra specifica composizione di refrigerante. Di conseguenza, dopo lunghi calcoli e trattative, abbiamo optato per uno scambiatore di calore coassiale a spirale di un produttore coreano. Rischio? Indubbiamente. Ma ha permesso di rientrare nei limiti dell’area occupata e di raggiungere l’efficienza di liquefazione dichiarata.
Ma con i compressori la storia è quasi sempre conservativa. L'affidabilità è una priorità assoluta. Il guasto dell'officina compressori significa un arresto completo della linea e perdite colossali. Pertanto, anche nei progetti più innovativi, a prima vista, il "cuore" del sistema è spesso un compressore a vite o a pistone di un marchio affidabile, attorno al quale è già costruito il resto del sistema di tubazioni e controllo più flessibile.
Gestione e 'intelligenza' degli impianti: tendenze e realtà
Adesso va di moda parlare di digitalizzazione e di fabbriche intelligenti. Nei grandi progetti questa è già la norma: sistemi complessi di controllo dei processi, sistemi di analisi predittiva, gemelli digitali. Ma nel segmento delle medie e piccole capacità, in cui opera il nostro istituto, l'implementazione di tali soluzioni è sempre una questione economica. Il cliente chiede: "Cosa mi darà questo in rubli o in tonnellate di GNL?"
Introduciamo elementi di "intelligenza" in modo mirato. Ad esempio, abbiamo sviluppato e adattato per molti dei nostri progetti un algoritmo per il controllo adattivo del ciclo di liquefazione in funzione della temperatura ambiente e della pressione del gas in ingresso. Non si tratta di un gemello digitale a tutti gli effetti, ma piuttosto di un controller PID avanzato con un modello prescritto dai nostri stessi tecnologi. Il risultato è un risparmio energetico sulla compressione fino al 5-7% all'anno. Per il cliente questo è un risparmio diretto ed è disposto a pagare per questo.
Ma c'è stato anche un tentativo fallito di implementare un sistema di manutenzione predittiva basato sulla diagnostica delle vibrazioni di un turboespansore. L'attrezzatura non era delle più nuove, è stato necessario installare sensori aggiuntivi e gli algoritmi "imparati" per troppo tempo generavano costantemente falsi allarmi. Di conseguenza, il personale della stazione ha semplicemente spento il sistema. Conclusione: qualsiasi componente aggiuntivo "intelligente" dovrebbe essere il più semplice possibile da mantenere per il cliente stesso e risolvere un problema specifico che gli sia comprensibile. Altrimenti è solo uno spreco di soldi.
Sicurezza: paranoia giustificata
Lavorare con temperature criogeniche e gas infiammabili è spietato. Tutti conoscono la necessità di sistemi di protezione contro le esplosioni, rilevatori di gas e dispositivi di sfogo d'emergenza. Ma sul campo, il diavolo sta nei dettagli, che non sempre sono visibili durante la fase di progettazione presso l'ufficio di Chengdu Yizhi Technology Co..
Un episodio è saldamente impresso nella mia memoria. Durante la messa in servizio dell'unità modulare, dopo aver raggiunto con successo la modalità operativa, si è scoperto che il collegamento a flangia sulla linea del prodotto liquido ad un'altezza di circa 4 metri “sudava” - era comparsa una leggera brina. Non c’erano sensori di temperatura (non erano inclusi nel progetto, poiché era “solo” una linea di drenaggio). Dopo un'ispezione approfondita con una termocamera, si è scoperto che era presente una microperdita causata dal serraggio non uniforme dei bulloni durante l'installazione da parte di un subappaltatore. Una sciocchezza? In un settore normale, forse. Btecnologie di liquefazione del gas naturaleuna "piccola cosa" di questo tipo potrebbe portare al graduale sviluppo di una fessura da fatica e di una grave perdita. Da allora, i nostri progetti standard hanno incluso l'imaging termico obbligatorio di tutte le linee criogeniche come parte dei test di accettazione.
Altro punto critico è la formazione del personale. È possibile progettare il sistema più sicuro possibile, ma se l’operatore in loco non comprende la fisica del processo di liquefazione (perché, ad esempio, alcune valvole non possono essere chiuse rapidamente durante lo spegnimento per evitare colpi d’ariete nel fluido sottoraffreddato), il rischio di un incidente aumenta esponenzialmente. Pertanto ora insistiamo per includere nel contratto non solo la fornitura di istruzioni, ma lo svolgimento di un addestramento approfondito in russo con la simulazione di situazioni di emergenza. Questo spesso diventa il nostro vantaggio competitivo.
Economia di piccola scala: quando i conti non tornano
Sentiamo spesso: "Costruiamo il nostro piccolo impianto GNL, è redditizio!" E qui arriva il momento della dura realtà.Tecnologia di liquefazione del gas naturalead alta intensità energetica per definizione. L'indicatore chiave è il consumo energetico specifico per chilogrammo di prodotto. Nei grandi impianti raggiunge minimi storici a causa delle economie di scala e dei cicli super ottimizzati. Su piccola scala bisogna lottare manualmente per ogni kilowattora e questo ha un effetto drammatico sui costi.
C'era un progetto in cui il cliente voleva utilizzare il gas di petrolio associato proveniente da un piccolo giacimento. Il debito era instabile, la composizione era anche peggiore. Dopo tutti i calcoli, si è scoperto che anche con il costo zero delle materie prime (cosa che, ovviamente, non è il caso), i costi di capitale per la costruzione e, soprattutto, i costi operativi per l’elettricità per la compressione e il raffreddamento rendevano il progetto subeconomico. L’alternativa – la costruzione di una mini-centrale idroelettrica per l’autosufficienza – ha interrotto il periodo di ammortamento del progetto. Ho dovuto rifiutare onestamente e raccomandare una soluzione più semplice: trattamento del gas e fornitura al gasdotto, anziché la liquefazione.
D'altra parte, ci sono casi di successo in cui esiste un'infrastruttura già pronta e vendite chiare. Ad esempio, la stessa stazione di rifornimento di gas per camion su un'autostrada trafficata. Qui l’impianto GNL opera come parte di un hub logistico e i suoi aspetti economici non sono considerati isolatamente, ma all’interno dell’intera catena del valore. Il nostro approccio come istituto di design funziona in questi progetti: calcoliamo non solo la catena tecnologica, ma anche il modo in cui si inserisce nel processo aziendale del cliente. Questa è forse la cosa principale che ci distingue dai semplici fornitori di attrezzature. Alla fineliquefazione del gas naturale- questo non è un obiettivo, ma un mezzo per risolvere uno specifico problema economico. E comprendere questo compito è ancora più importante che conoscere a memoria tutti i diagrammi di fase del metano.
Corrispondenteprodotti
Prodotti correlati



Il più vendutoprodotti
Prodotti più venduti-
 Produzione di azoto mediante adsorbimento con oscillazione di pressione
Produzione di azoto mediante adsorbimento con oscillazione di pressione -
 Tecnologia di rimozione della CO2 umida
Tecnologia di rimozione della CO2 umida -
 Denitrificazione dei fumi SCR、SNC
Denitrificazione dei fumi SCR、SNC -
 Tecnologia di purificazione dell'idrogeno mediante adsorbimento con oscillazione di pressione
Tecnologia di purificazione dell'idrogeno mediante adsorbimento con oscillazione di pressione -
 Tecnologia di recupero della CO2 dai fumi
Tecnologia di recupero della CO2 dai fumi -
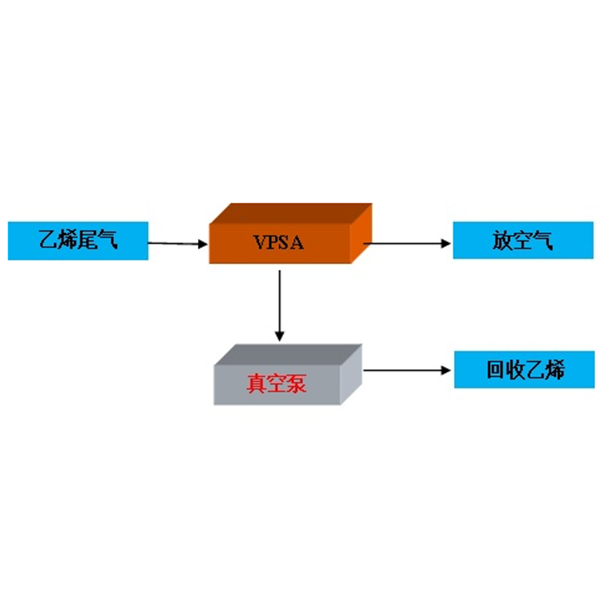
 Tecnologia di estrazione del metano - biogas
Tecnologia di estrazione del metano - biogas -
 Produzione di idrogeno mediante conversione di idrocarburi leggeri con vapore
Produzione di idrogeno mediante conversione di idrocarburi leggeri con vapore -
 Desolforatore liquido ionico
Desolforatore liquido ionico -
 Unità di dissalazione e demineralizzazione con attrezzature e resine speciali
Unità di dissalazione e demineralizzazione con attrezzature e resine speciali -
 Tecnologia di desolforazione liquida ionica
Tecnologia di desolforazione liquida ionica -
 Attrezzature speciali per la rigenerazione degli acidi
Attrezzature speciali per la rigenerazione degli acidi -
 Valvola
Valvola
Relativoricerca
Ricerca correlata- Fabbrica cinese di valvole per iniettori
- fornitore di adsorbenti per l'aria
- Esportatori cinesi di adsorbenti per micotossine
- commercio all'ingrosso di assorbenti per l'acqua
- Cina Fornitori di produzione di azoto ad adsorbimento con oscillazione della pressione
- Applicazione dell'adsorbente in Cina Paese acquirente principale
- Elenco dei migliori preparati adsorbenti
- Elenco dei preparati adsorbenti cinesi dei migliori produttori
- Esportatore di CO2 di tecnologia alimentare in Cina
- Esportatore cinese di assorbenti alimentari